

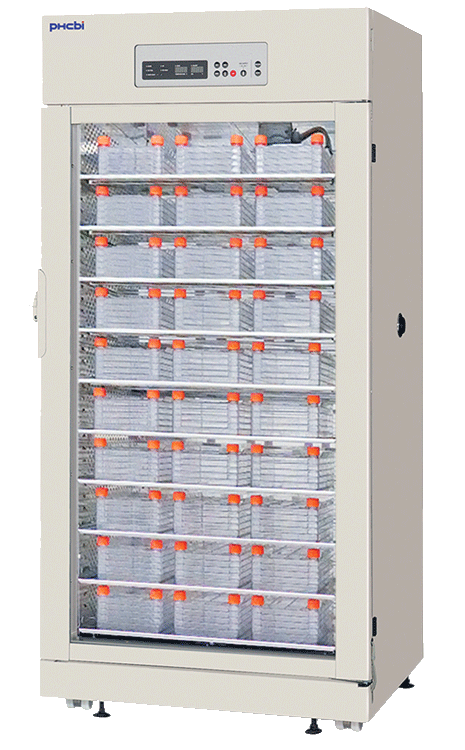
The PHCbi brand Large Capacity Reach-in CO2 Incubator (MCO-80ICL-PA) provides a state-of-the-art environment allowing for large volumes of enhanced cell growth and yield. Its design mitigates external threats that can contribute to cell contamination, stress and cell degeneration. This reach-in incubator is specifically designed to maintain accurate temperature and CO2 control.
Precision Environmental Control
For healthy growth to happen, cells require a stable, warm, humid, and stress-free environment. The PHCbi large capacity cell production incubator is designed to maintain accurate temperature, humidity and pH throughout the chamber.
Uniform Airflow
- The horizontal cross-shelf directed laminar airflow system provides uniform temperature and humidity throughout the chamber even when at total capacity.
- Airflow is automatically suspended when the door is opened to help minimize airborne contamination and maintain internal conditions.
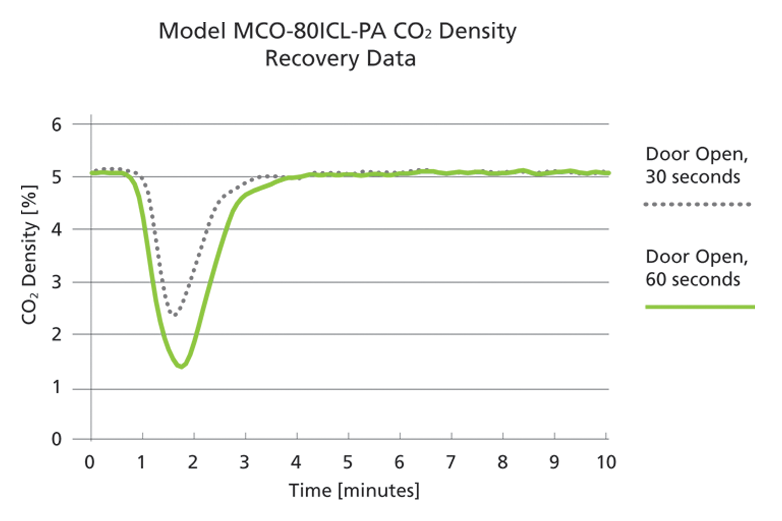
- Side plenum walls are perforated in an engineered pattern to create positive, evenly distributed airflow essential to quick recovery after door openings.
- Engineered plenum airflow supply cannot be blocked.
Heat
- Double pane, gas insulated front door panel provides insulation.
- Inner individual shelf doors are optional to provide additional cabinet isolation for applications requiring routine door openings.
Humidity
- Three humidity levels: off, low (80%), and high (90%) reduce media dehydration and offsets impact of motorized roller stacks, shakers and other contained equipment.
- 20L reservoir maintains internal supply at >5L with optional auto-refill.
- Water automatically refills as needed to maintain internal temperature without disruption.
- Water refill feature automatically pauses when front door is opened.
- Water level sensor keeps reservoir >5L.
pH
- Precision infrared CO2 sensor maintains pH level through real-time gas control over set-point range of 0 to 20%.
- Infrared sensors are not affected by temperature or humidity like thermal conductivity detectors.
- Real-time Infrared sensors are they fastest, most accurate way to get an incubator back to original conditions without overshoot.
- Real-time independent monitoring optimizes CO2 consumption.
Clean, Anti-Microbial Surroundings
Cells can be highly susceptible to contamination which can diminish production yield. Once a contaminate appears in an incubator it is very difficult to eliminate, therefore prevention is essential. The MCO-80ICL-PA reach-in CO2 incubator incorporates active and passive decontamination to alleviate contamination and uncontrolled growth.
Passive Surface Decontamination

- The interior of the incubator is constructed of a copper-stainless steel alloy, combining the structural durability and anti-oxidative properties of stainless steel with the anti-microbial properties of copper for a clean, strong, surface that helps eliminate rogue contaminates.
Active Atmospheric Decontamination
- Incorporated SafeCell™ UV lamp continually decontaminates the humidity water source.
- Airborne contaminants introduced during door openings are destroyed as they encounter the humidity reservoir.
- Airborne contaminants are eliminated by an automatic UV cycle that activates for a specified period after each door opening.
- Incubator contents protected against UV exposure from lamp located safely below the interior base.
Microprocessor Control

- All incubator functions are managed by a fully
integrated microprocessor controller.
- User-Defined set-points
- Deviation Alarms
- Independent LED displays for CO2 and Temperature
- Remote alarms incorporate into Building Management Systems
Efficient Cabinet Design

The MCO-80ICL-PA is a space-saving incubator sized to maximize your storage potential while maintaining a reduced laboratory footprint.
- Robust construction accommodates added weight when large stacks, agitators or shakers are used.
- Three or four-shelf interior standard with custom configurations available where shelf flexibility is needed.
- Shelf weight rated up of 150 lbs.






